塗装部
PAINTING DEPARTMENT
スズキ工場
部署紹介INTRODUCTION
各種機械により、鋼板の前処理(脱脂洗浄及び化成処理)を行い、自動塗装ブースにより塗装作業
塗装処理工程FLOW
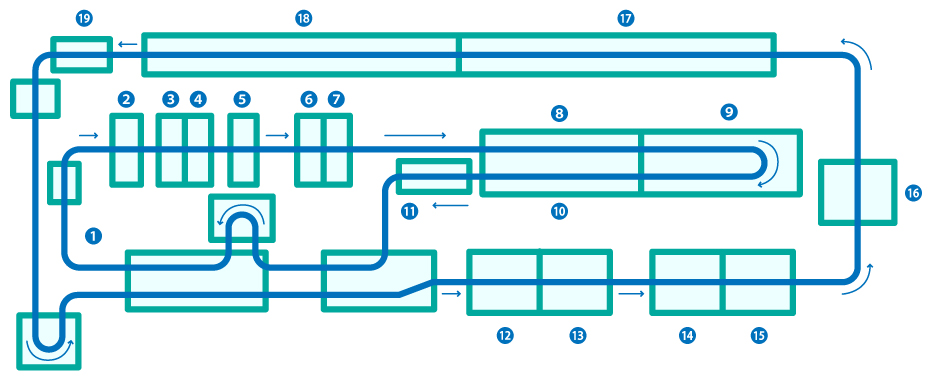
集荷
製品の着荷

脱脂
製品表面についた油脂やほこりなどを除去するため脱脂剤を吹き付ける
温度:40℃~50℃
濃度:アルカリ濃度(FAL)13.0~19.0 P 大
水洗い
シャワー
?第1水洗 1.000L ヒーター40℃(脱脂後の薬液を除去)
?第2水洗 1.000L

化成被膜
塗装前に金属が錆びないようにすることや塗装後の耐食性、剥がされにくさを向上させるため化成被膜剤を吹き付ける
2.PLC-2011RK パルシード2011補給剤K
3.NT-4058 中和剤4058
4.AJ-4763 濃度調整剤4763
温度:35℃~40℃
濃度:2.0~6.0Pt
【リン酸亜鉛による処理】
水洗い
シャワー
?第1水洗 1.000L ヒーター40℃(余分な薬液を除去)
?第2水洗 1.000L
水切り乾燥炉【山型炉】
乾燥炉内で熱風を循環させて水分の付着したワーク表面を乾燥
炉内の熱風が逃げるのを最小限に抑えることができる

冷却・脱荷・着荷
マスキング処理を行う
マスキング処理のないものは自動で流れる
自動粉体塗装ブース(グレー系)
(12)自動粉体塗装【レシプロエンジン】
レシプロケータに自動ガンを装着し、塗装する方法で、均一な塗膜品質を得る事ができます。
オシレーター5基
自動回収装置付
(13)自動粉体塗装の補正
固定ガン1基

自動粉体塗装ブース(ホワイト系)
(14)自動粉体塗装【レシプロエンジン】
オシレーター5基
自動回収装置付
(15)自動粉体塗装の補正
固定ガン1基

手動粉体塗装ブース
その他の色 手吹き作業
ハンドガン2基

焼付乾燥炉【山型炉】
乾燥炉内で熱風を循環させて粉体塗料の付着したワーク表面を乾燥
180℃(標準値)

冷却・脱荷
乾燥が終わった製品を検査し梱包/出荷
基本条件Basic Conditions
| 項目 | 内容 |
|---|---|
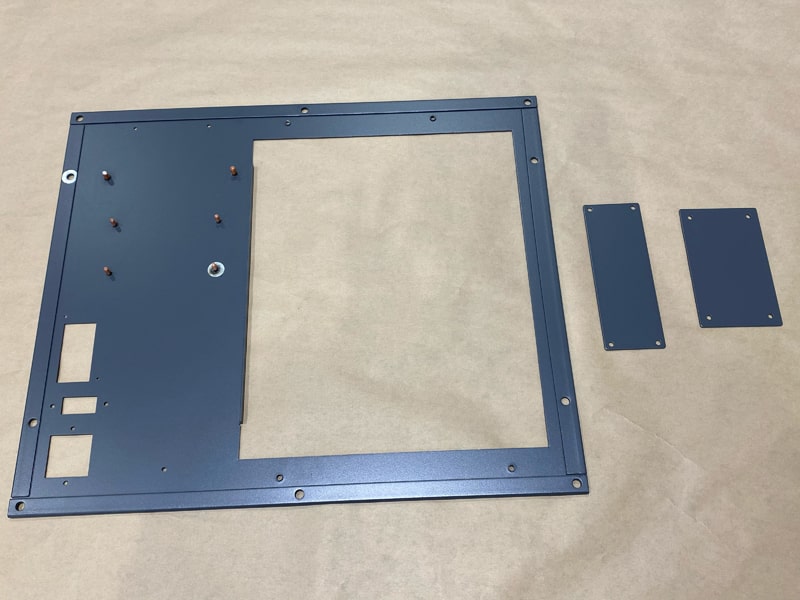
| 処理物 | 銅製製品 |
| 処理物大きさ | Max.600×1.000L×2.000H(ワーク吊姿) |
| コンベヤー全長 | 162.56m |
| トロリー(チェーン)ピッチ | 203.2mm |
| ハンガーピッチ乃ハンガー数 | 2032mm×80個 |
| 処理物重量 | Max.30kg/個 |
| 処理物表面積 | 約2㎡/個 |
| 生産量 | 160ハンガー/8h |
| 生産工程 |
着荷→脱脂→水洗(1)→水洗(2)→化成→水洗(3)→水洗(4)→ 水切り乾燥→粉体塗装(黒)→粉体塗装(白)→手吹き塗装→ 焼付塗装→自然冷却→脱荷 |
| 搬送方法 |
オーバーヘッドトロリーコンベヤ方式 ラインスピード:3minタクト運転(2min:処理時間、1min:移動時間) |
お気軽にご連絡ください。
本社・茨城工場
〒300-4423
茨城県桜川市真壁町塙世288
TEL:0296-55-2118(代)
FAX:0296-55-0922
スズキ工場
〒300-4429
茨城県桜川市真壁町東矢貝208-7
TEL:0296-55-1150
FAX:0296-55-0059
秋田工場
〒019-1531
秋田県仙北郡美郷町畑屋字八石108
TEL:0187-84-0711
FAX:0187-84-0712
